What is post-press in printing? It is every process that happens after the ink dries. The sheet comes off the press – and that is actually when the real work begins.
Cut it. Score it. Fold it. Laminate it. Glue it. Sometimes foil it or emboss it. All of that happens before the carton, box, or printed piece is ready for use.
Most people in print spend months obsessing over colour accuracy and artwork approvals. Post-press gets maybe 10 minutes of planning time. That is backwards – because a beautifully printed sheet can still end up looking terrible if the die cut is rough, the fold is off by a millimetre, or the lamination bubbles at the edges.
In packaging especially, post-press is where the customer experience is made or broken. A consumer never reads the press spec sheet. They pick up the box, feel the surface, open the flap. Every one of those moments is a post-press result.
Pre-Press, Press, Post-Press – Quick Breakdown
Before going further, here is where post-press sits in the production chain:
Pre-press – artwork setup, colour management, plate-making, proofing. Getting the file print-ready.
Press – the actual printing. Offset, digital, flexo, gravure – ink or toner hits the substrate.
Post-press – everything after. Cutting, finishing, folding, binding, decorating. Turning a printed sheet into a usable product.
Each stage feeds the next. A substrate chosen at pre-press affects how lamination behaves at post-press. A registration issue at press shows up as a misaligned crease later. You cannot fix upstream problems downstream – which is why post-press planning needs to start at the design stage, not at the end of a print run.
For broader context on print production standards, the Printing Industries of America is worth bookmarking.
The Post-Press Processes That Actually Matter in Packaging
Die Cutting
This is probably the most talked-about post-press process in carton packaging – and for good reason. Die cutting uses a steel-rule die to cut a printed board sheet into the exact shape of a box blank.
But cutting is only part of it. The same die also:
- Creases the board along fold lines so it bends cleanly without cracking
- Perforates where tear-open features are needed
- Kiss cuts through one layer only – common with labels and sticker sheets
A well-made die is precise to fractions of a millimetre. A worn or poorly made die shows immediately – rough edges, torn fibres, creases that crack on folding.
Automatic die cutters run at high speeds with consistent registration. Robus India’s automatic die cutting machines cover both folding carton and corrugated applications, from the Die Confidence Series for standard runs to the Die Excellence Series for high-output lines.
Folding and Creasing
Once the blank is cut and creased, it still needs to be folded and formed into a box. The crease lines created during die cutting are what make accurate folding possible.
Crease depth and position matter a lot here. Too shallow and the board cracks. Too deep and it weakens the panel. Offset from the correct position and the assembled box will not square up.
This is one area where machine calibration and operator experience genuinely separate good converters from mediocre ones.
Lamination
Lamination puts a thin plastic film over the printed surface. It protects. It finishes. It changes how the packaging feels in the hand.
The main types used in packaging:
- Gloss – punchy, reflective, makes colours pop
- Matte – flat and smooth, reads as premium
- Soft-touch – that velvety feel on high-end cosmetics boxes
- Anti-scuff – resists scratching through the supply chain
Film can be applied sheet-to-sheet or reel-to-sheet depending on the machine and the job. Robus India’s automatic film lamination range covers both formats – including reel-to-reel for continuous high-speed runs.
One thing worth knowing: lamination choice affects everything downstream. A heavily laminated sheet creases differently, glues differently, and cannot be recycled the same way as unlaminated board. These decisions need to be made before print, not after.
Hot Foil Stamping
Hot foil stamping presses a metallic or coloured foil onto the board using heat and a shaped die. Where die meets surface, the foil transfers. The result is sharp, reflective, and immediately communicates quality.
Gold, silver, holographic, rose gold, matte black foil – the options are wide. It is used heavily on:
- Luxury cosmetics and perfume packaging
- Confectionery and premium food boxes
- Pharmaceutical cartons needing decorative brand elements
- Spirits and premium beverage cartons
According to Tamarack Products, the tactile and visual impact of foil on packaging measurably improves consumer connection with the product – and that translates directly to shelf pick-up rates.
Robus India manufactures automatic hot foil stamping machines across three series, handling different sheet sizes and production volumes.
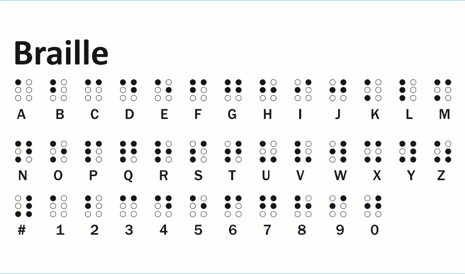
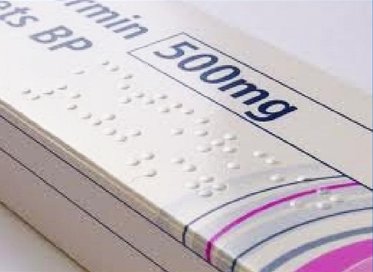
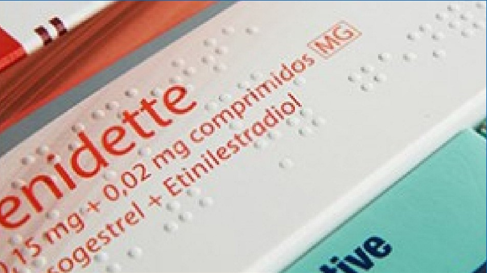
Embossing and Debossing
No ink. No foil. Just pressure and a shaped metal die – and the result is a raised (emboss) or sunken (deboss) design pressed into the surface of the board.
Used on rigid boxes, premium cartons, and pharmaceutical packaging where Braille text is a legal requirement. Robus India also produces an inline Braille rotary embossing machine specifically for pharma carton lines where Braille compliance is non-negotiable in markets like the EU and UK.
The effect is purely tactile – and that tactile difference is exactly why luxury brands use it. Customers feel the brand name before they read it.
Varnishing and UV Coating
Varnishing puts a clear coat on the printed sheet. Flood varnish covers the full surface. Spot UV targets specific areas – a logo, a product image, a headline.
Spot UV is probably the most visually striking of the standard finishing options. The contrast between a matte laminated background and a high-gloss UV spot is sharp and clean, and it costs significantly less than foil.
UV coating cures instantly under ultraviolet light, which keeps production moving at speed. It also adds scratch resistance and protects ink from moisture – useful for packaging that sits in retail environments for extended periods.
Folder Gluers – Where the Box Actually Gets Made
The folder gluer is the machine that turns a flat die-cut blank into a finished, closed carton. It folds each panel along the crease lines and applies adhesive – usually hot melt – at the glue flap. The carton is then compressed, allowed to set, and counted for delivery.
Box styles a folder gluer handles:
- Straight-line cartons – standard tuck-end pharmaceutical and FMCG boxes
- Crash-lock base cartons – self-erecting bottom, popular in retail-ready packaging
- Four-corner and six-corner boxes – used for trays and display packaging
- Two-piece set-up boxes – lid and base produced separately
For corrugated cartons, folder gluer and stitcher combinations are used – where metal wire stitches replace or supplement adhesive for heavier-duty boxes.
Robus India’s automatic folder gluer machines are available across Excellence, Performance, and Confidence Series – covering small-format pharmaceutical cartons right up to large corrugated packaging.
Binding
Binding matters more in commercial print than in packaging, but it comes up regularly – catalogues, product manuals, point-of-sale booklets.
The three methods used most:
- Saddle stitching – staples through the spine, used for thin booklets and brochures
- Perfect binding – pages glued at the spine, standard for paperbacks and thick catalogues
- Case binding – hardcover, sewn or glued, used for premium books and corporate publications
Why Post-Press Quality Shows Up on Shelf
Here is the practical reality: a consumer does not know what an offset press is. They do not know the difference between 130gsm and 350gsm board. But they absolutely notice when a box flap does not close properly, when the surface lamination is peeling at the corners, or when a carton buckles on the shelf.
Post-press quality is brand quality – especially in food, pharma, cosmetics, and retail packaging where the carton is often the first physical touchpoint a customer has with a product.
A converter who treats post-press as a cost centre rather than a quality investment will eventually lose accounts to someone who does not.
Machines That Drive Post-Press in a Modern Packaging Plant
Any serious folding carton or corrugated converter will have some combination of:
- Automatic die cutters – cutting and creasing
- Folder gluers – folding and gluing
- Film laminators – surface protection and finish
- Flute laminators – bonding printed sheets to corrugated fluting
- Hot foil stampers – decorative surface finishing
- Reel-to-sheet cutters – converting rolls into flat sheets for press feeding
The trend across the industry is towards more automation – servo-driven systems, inline inspection cameras, and faster job changeovers. As MBO America notes in their post-press technology review, automated systems now handle stacking, counting, and quality checking tasks that used to require dedicated operators at every machine.
Post-Press Mistakes That Cost Real Money
These come up again and again on production floors:
Planning post-press after artwork is finalised – die lines, Braille positions, crease-to-print registration, and bleed allowances all need to be set before a plate is made. Changing them after print is expensive.
Wrong substrate for the finishing process – not all boards laminate the same way. Recycled boards behave differently under heat. Coated stocks react differently to hot melt glue. Check compatibility before production, not during.
No check between post-press stages – a crease 1mm out of position looks fine on a flat blank. On an assembled box at the retail shelf, it is immediately visible. Spot check after die cutting, not just at final QC.
Skipping scheduled maintenance – die wear, glue gun blockages, and laminator roller condition all degrade output quality gradually. By the time it is obvious, thousands of cartons have already gone through.
Ordering tooling too late – foil stamping dies, embossing plates, and custom crease matrices are not off-the-shelf items. They take time to manufacture. Factor that into project timelines from the start.
Choosing Post-Press Equipment – What to Actually Look At
Budget matters, but it is not the right starting point. The right question is whether the machine handles the work you actually produce – and the work you plan to win.
Things worth checking before buying:
- Sheet size range – smallest and largest job you run, not just your average
- Board weight compatibility – thin pharma cartons and heavy corrugated trays need very different machine specs
- Speed relative to your press output – post-press should not be the bottleneck in your plant
- Changeover time – how long between jobs, and how much of that is manual
- Local service availability – spare parts and engineering support in your region matter more than headline specs
Robus India provides consultation, installation, and full after-sales service for their packaging machine range – which makes a practical difference for converters who cannot afford extended downtime waiting on overseas support.
FAQs on Post-Press in Printing
Is post-press the same as print finishing?
Yes – the terms mean the same thing. Post-press covers every process after printing: cutting, laminating, folding, gluing, binding, and surface decoration.
Which post-press process is most used in carton packaging?
Die cutting and folder gluing – nearly every folding carton goes through both.
Does post-press affect how a print looks?
It does not change the print itself, but it determines how the final product looks and feels. A perfectly printed sheet with poor lamination or uneven folding still reads as a low-quality product.
Can post-press be done inline with printing?
Some processes – coating, varnishing – can run inline on certain press configurations. For most commercial packaging, die cutting, lamination, and folder gluing are separate, offline processes.
What is the difference between hot foil stamping and UV spot coating?
Foil stamping transfers a metallic or coloured foil using heat and pressure – it is primarily decorative. UV spot coating applies a clear lacquer cured under UV light – it adds gloss contrast and scratch resistance. Both give packaging a premium feel but serve different purposes.
The Bottom Line on Post-Press
Post-press is not a finishing detail. It is a core part of print production – and in packaging, it is often where quality is won or lost.
Die cutting accuracy, lamination quality, foiling precision, fold consistency – none of these happen automatically. They require the right machines, the right setup, and operators who know what they are doing.
If you are looking to upgrade your post-press capability – whether that is a new folder gluer, a film laminator, or a die cutter for folding carton or corrugated work – Robus India’s full range of packaging machinery is worth a closer look. Their team can walk you through the right configuration for your production volume and job mix.