Pharmaceutical Packaging Machine: Key Requirements for Drug Carton

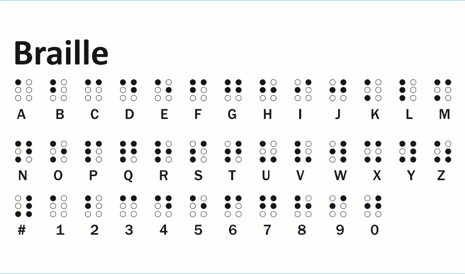
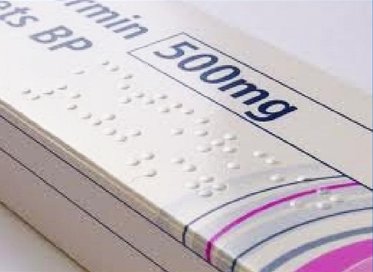
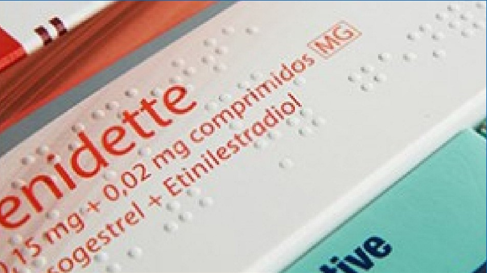
Walk into any pharmacy and pick up a medicine box. The text is sharp enough to read without squinting. The Braille dots sit at exactly the right height. The tuck flap opens without tearing. The QR code scans on the first try. None of this is accidental, and none of it is easy. A pharmaceutical packaging machine working on drug cartons is doing something fundamentally different from a machine packing coffee pods or soap bars. The carton has to carry legally mandated text that stays legible for the product’s entire shelf life. It needs Braille where regulations require it. It has to fail visibly if someone tries to open it. And every single unit has to track back through the supply chain. When any of that goes wrong, the consequences are not just production losses. Incorrect labelling on drug cartons is one of the most common triggers for pharmaceutical recalls worldwide. That puts the carton – and the machine making it – under a level of scrutiny that most packaging formats never face. Pharmaceutical Packaging Machine Basics: What Drug Cartons Actually Need to Do Secondary pharmaceutical packaging has one job that all the other jobs hang off: protect the primary pack and tell the truth about what’s inside. That sounds straightforward until you look at the full list: Printed text that is clear, lightfast, and abrasion-resistant – as specified under EU GMP Chapter 5 Braille embossing with consistent dot height and spacing, mandatory in European markets under Directive 2001/83/EC Dimensional accuracy tight enough to run through downstream cartoning lines without jams or misfires Tamper-evident construction that shows visible damage if the box has been opened Surfaces that accept inkjet or laser coding reliably, batch after batch Serialization compatibility, including space for QR codes that meet India’s mandatory traceability requirements A machine that produces excellent commercial cartons may still produce rejects on pharmaceutical work if it is not set up to handle all of this. The tolerances are different. The documentation requirements are different. The consequences of a bad run are different. The Board Comes First Most discussions about pharmaceutical packaging jump straight to the machine. The board matters just as much. Pharmaceutical folding cartons typically use folding boxboard (FBB) or solid bleached board (SBB) in the 300–400 gsm range, with specific properties that the machine has to handle correctly: Whiteness – High whiteness levels are non-negotiable when warning text, dosage tables, and expiry dates need to be read by someone squinting in a pharmacy Bending rigidity – The board has to hold its shape after folding; a box that springs back or collapses at the corners is a problem at every stage downstream Creasability – Clean crease lines without fibre damage; a poor crease tears on the first open Caliper consistency – Variation in board thickness throws off glue placement and dimensional tolerances across the entire run Codability – The surface needs to accept inkjet or laser coding without smearing, even under production conditions A pharmaceutical packaging machine that is not maintained and calibrated for the specific board grade being run will produce cartons that look fine on the stack but fail on the cartoning line or, worse, fail at the pharmacy. Die Cutting: Where the Tolerance Work Begins The carton blank starts as a printed sheet. The die cutter turns it into a creased, cut blank ready for folding. For drug carton work, the die cutter needs to hold: Consistent crease depth. Too shallow and the fold tears under stress; too deep and the board weakens at the fold line and eventually cracks Clean cut edges. Board fibre and paper dust from the cut zone can migrate into primary packaging – a contamination risk that pharmaceutical customers take seriously Print-to-cut registration. Barcodes, QR codes, and batch number areas have to fall exactly where they were designed to fall, or the coding systems downstream cannot read them Repeatability. Pharmaceutical production schedules are long and the output goes to multiple cartoning lines. Any drift in dimensional accuracy over a run creates cascading problems Servo-driven automatic die cutters with in-line inspection handle this better than machines relying on mechanical adjustments between operators. When the tolerances are this tight, removing the manual variable matters. Folder Gluing: The Step Where Most Problems Actually Show Up The folder gluer is where a flat blank becomes a finished box. It is also where most of the problems that pharmaceutical customers complain about originate. Glue placement: The glue line has to be consistent in width, position, and volume on every single unit. Too little and the carton opens in transit. Too much, and it bleeds onto the product-contact area, creating contamination issues and audit findings. Square output: Cartons fed into pharmaceutical cartoning lines must meet tight dimensional tolerances. A box that is 1mm out of square does not sound like much until it is jamming a cartoning line running at 200 cartons per minute. Speed consistency: Quality has to hold at full production speed, not just during setup. A machine that performs well at 100 units per minute but degrades at 200 is useless for high-volume pharmaceutical work. Inline Braille embossing: For any product going to EU markets, Braille on the outer carton is a regulatory requirement, not a nice-to-have. Producing it as a separate offline step is slow, expensive, and creates opportunities for mix-ups. Robus India’s automatic folder gluers with inline Braille embossing handle this in a single pass, which is how most serious pharmaceutical converters want to run it. Tamper-Evident Construction The EU Falsified Medicines Directive requires tamper-evident features on the outer packaging of most prescription medicines. In the US, FDA 21 CFR Part 211 sets comparable requirements for OTC products. Most other regulated markets are moving in the same direction. On the carton, tamper-evident features usually take the form of: End-lock or crash-lock bases that cannot be resealed without visible damage Glued tuck flaps instead of friction-fit closures Tear strips or perforated opening indicators The folder gluer has … Read more